



型号 齿轮齿轮齿条的加工一般选用钻削法,而传动齿轮的钻削加工法能够分成仿形法与范成法两类。 仿形法。仿形法是用与齿轮齿槽样子同样的园盘车刀或指状车刀在数控车床上开展加工。 范成法。范成法也叫展成法,它是运用齿轮的齿合基本原理来钻削传动齿轮齿廓的。

型号 因为数控车床分度蜗杆副生产制造及安裝偏差导致健身运动轴力;十字滑台放心锥型滑轨副空隙过大,导致操作台健身运动轴线不稳定;滚刀主轴轴承系统软件径向圆柱度过大或压力轴承咬烂。磨前滚刀根据提升 分度蜗杆副的生产制造精度和安裝精度,提升 操作台锥型滑轨副的相互配合精度,提升 滚刀主轴轴承系统软件径向精度,拆换咬烂的平面图轴等方式 处理。 滚刀的轴向和径向圆柱度过大;分度蜗杆和分度蜗轮蜗杆齿距偏差;齿坯安裝轴力,根据提升 滚刀的安裝精度,修补或拆换分度蜗杆副,清除齿坯安裝偏差等方式 处理。

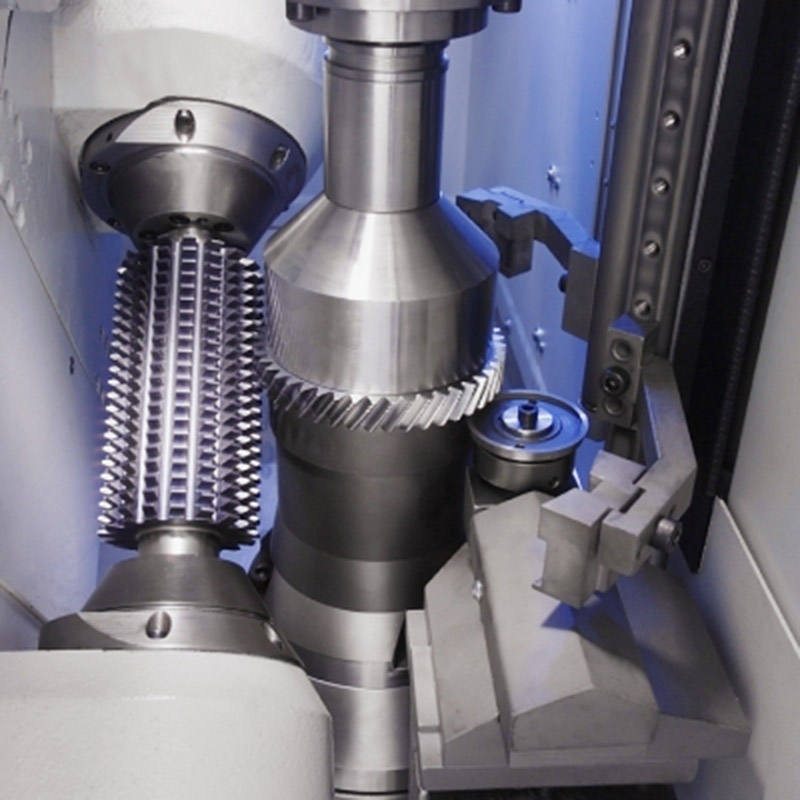
型号传动齿轮滚刀是加工直齿和斜齿斜齿圆柱齿轮常见的数控刀片之一,一般来说滚齿的生产率比插齿高。依照其构造不一样,可分成总体滚刀和镶片滚刀二种;按变位系数尺寸,能够分成小变位系数、中变位系数和大变位系数滚刀;按加工主要用途可分成粗加工滚刀和精加工滚刀。




