




厂盘形插齿刀关键用以加工内、外齿合的直齿、插齿刀斜齿和人字形齿轮。碗形插齿刀关键加工带台肩的和多联的内、外齿合的直齿轮,它与盘形插齿刀的差别取决于工作中时夹持用的螺帽可容下在插齿刀的刀身体,因此不防碍加工。筒形插齿刀用以加工内齿轮和小的外齿轮,靠内螺纹的外螺纹扭紧在插齿机的主轴轴承上,锥柄插齿刀关键用以加工内齿合的直齿和斜齿齿轮。
厂 三角花键轴插齿刀的转动运动和产品工件的转动运动构成复合型运动,产生产品工件的渐开线齿轮齿廓;插齿刀的往复式运动产生产品工件齿长方位的输电线,是一个简易运动,也是插齿时的主运动。 插齿时,最先是插齿刀相对性产品工件作轴向进入,直至全齿深时终止进入,复合型运动,切齿深及时时,产品工件再掉转一圈后,齿轮加工完善,随后插齿刀与产品工件迅速分离,数控车床全自动终止。
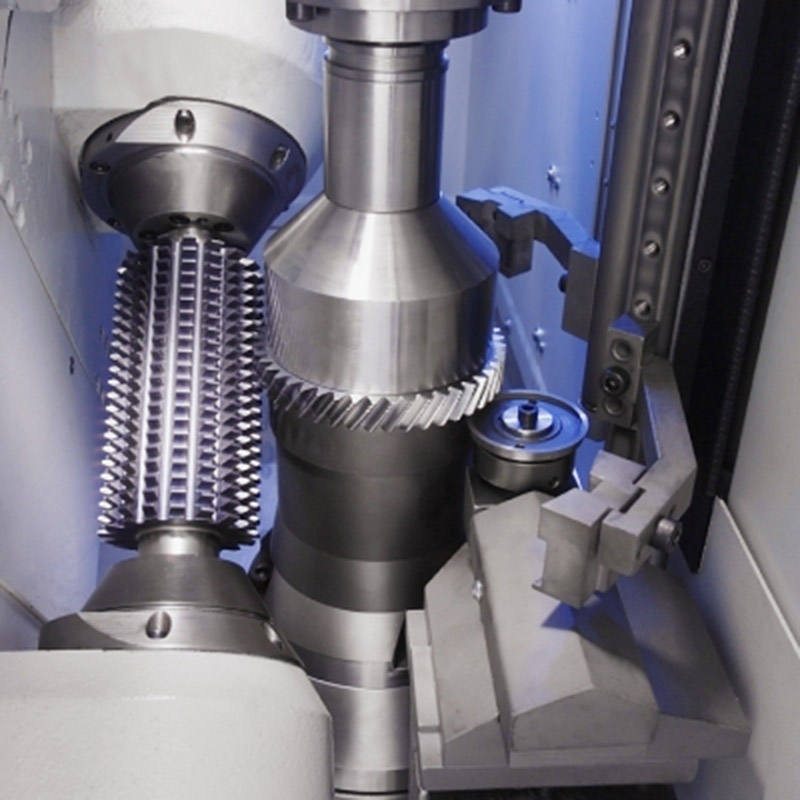
厂不会再应用传动带齿轮传动系统副,进而完成车床主轴系统软件的“零传动系统”,插电后叶轮立即推动主轴轴承运行。 因为高速电主轴是快速高精密元器件,维护保养是很有必要的。矩形框花键轴滚刀的头颈和各自建在头颈两边的锥柄和齿部,锥柄与头颈的一端一体成形联接,齿部与头颈的另一端可拆式联接;在头颈的另一端配有转动轴,转动轴沿头颈的径向突显拓宽,转动轴包含先后联接的支撑点段和外螺纹段,在外螺纹段上设定有防松螺母;

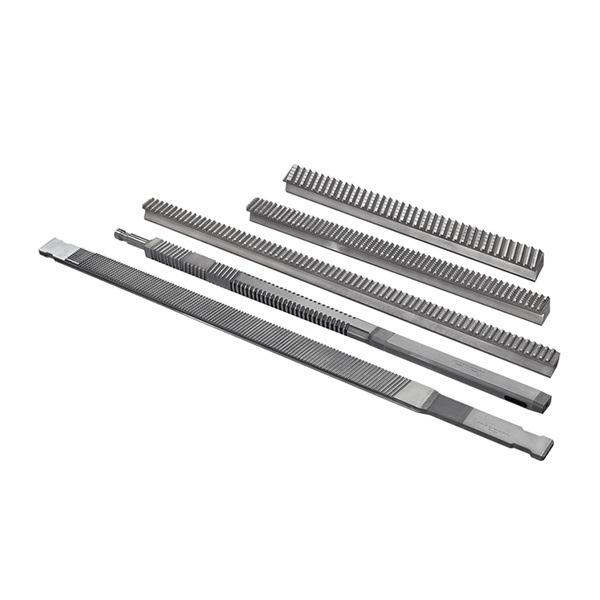
拉刀的种类虽多,但结构组成都类似。如普通圆孔拉刀的结构组成为:柄部,用以夹持拉刀和传递动力;颈部,起连接作用;过渡锥,将拉刀前导部引入工件;前导部,起引导作用,防止拉刀歪斜;切削齿,完成切削工作,由粗切齿和精切齿组成;校准齿,起修光和校准作用,并作为精切齿的后备齿;后导部,用于支承工件,防止刀齿切离前因工件下垂而损坏加工表面和刀齿;后托柄,承托拉刀。




