




价格刃口的打磨抛光恰如其分,操纵前角的度数,钻削省劲又不会在操作全过程中崩刃,进而增加数控刀片的使用期限;同轴度.内孔及其滚动轴承挡位切削的偏差在0.5丝之内;滚刀大家会开展转子动平衡检验,无振动;对于易浸蚀的刀坯原材料,采用不锈钢解决,数控刀片表面光滑细腻如镜,无缺陷,一体成形。

价格齿轮同样,加工时,插齿刀沿轮坯中心线方位做左右往复式的钻削运动,与此同时,数控车床的传动装置严苛地确保插齿刀与轮坯中间的齿合运动关联,关键用以加工各种直、斜齿传动系统齿轮齿条、汽缸活塞杆、汽车转向器齿轮齿条、蜗条的加工,尤其合适于机械设备、电梯轿厢和数控车床等加工制造业的批量生产。

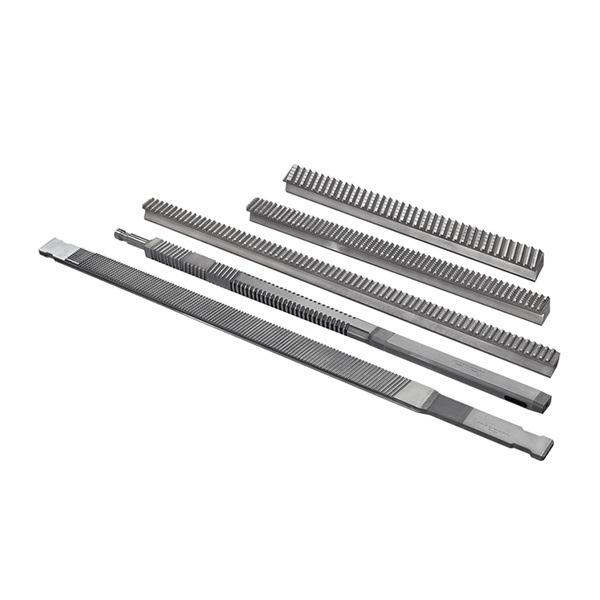
1.拉刀耐用度高:由于拉削速度小,切削温度低,刀具磨损慢,因此拉刀的耐用度较高。2.拉削加工应用范围广 :拉刀可以加工出各种形状的通孔及没有障碍的外表面有些其他切削加工方法难于完成的加工表面,可以采用拉削加工完成。3.拉床结构简单:拉削一般只有主运动,进给运动靠拉刀切削部分的齿升量来完成,因此拉床结构简单,操作也方便。
价格在加工外齿合和内齿合的斜齿轮和人字形齿轮时,必须 用斜齿插齿刀。加工一对外开放齿合的斜齿圆柱体齿轮时,必须 用俩把斜齿插齿刀,其旋向与被加工齿轮反过来;加工一对内齿合的斜齿圆柱体齿轮时,加工齿型斜齿轮的数控刀片与齿轮的旋向同样。




